バイクマフラー、1本からパイプ曲げ加工、チタンパイプ切り売りのアーマン
やどかり日記カテゴリ
ショッピングカート
カートの中身
カートは空です。
私が店長です
 名前: 市 久英 星座: いて座 趣味: 空想 |
そうですね~。
が、ちょっちゅね~ と
聞き間違えられるぐらい・・・
(ウソです)
ま~それぐらい滑舌悪いので、
電話での問い合わせはご遠慮
願います。
そして、↑の画像は30代の頃の写真で、今は50代。。。
年齢詐称業者ですので、決して信用なさらずにwww
工場はネット環境が整っておらず
お問合せ等のメール返信は、
翌日以降となりますので
ご理解、ご了承願います
私が店長ですページ
が、ちょっちゅね~ と
聞き間違えられるぐらい・・・
(ウソです)
ま~それぐらい滑舌悪いので、
電話での問い合わせはご遠慮
願います。
そして、↑の画像は30代の頃の写真で、今は50代。。。
年齢詐称業者ですので、決して信用なさらずにwww
工場はネット環境が整っておらず
お問合せ等のメール返信は、
翌日以降となりますので
ご理解、ご了承願います
私が店長ですページ
|
ホーム |
やどかり日記
やどかり日記
記事検索
やどかり日記:609件
らぶみーてんだー。
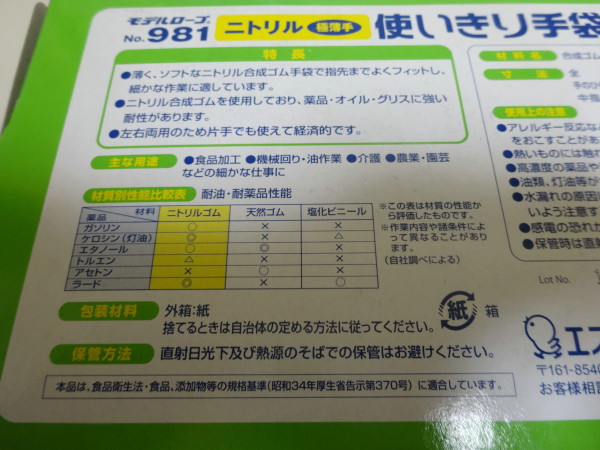
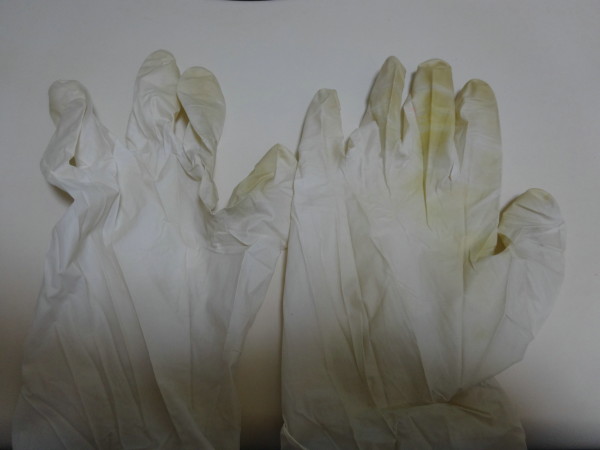
油が嫌いです。
冬は火の用心です。 2
冬は火の用心です。 1
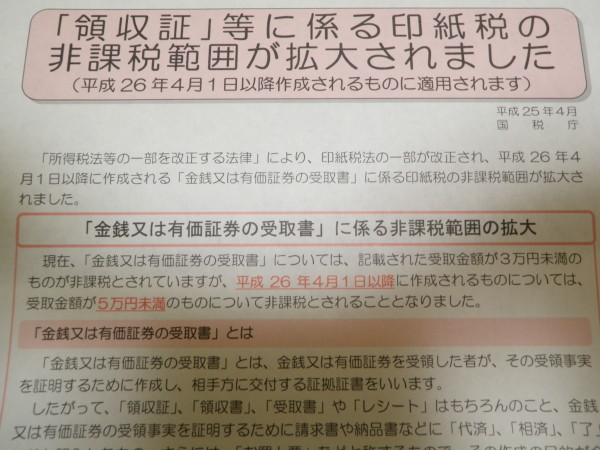
約1.5~2倍
印紙税。
かわいそうなんだけど・・・。
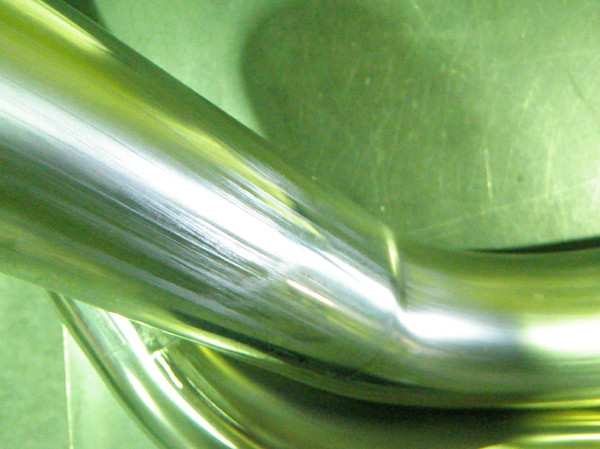
曲げのお話 凹むんです・・・。
季節外れな話ですけど。
これは半端ないっす。
9周年
ひたすら走ってた。
仕事はじめ。
あけましておめでとうございます。
おお! 掃除 と おせち
エクストリーム ウエルディング ?
世界でただ一つ・・・かな?
かぞくのじかん
年季。 KUBOTA L2002DT
田舎者 都会へ行く!
|

























ホームページ作成とショッピングカート付きネットショップ開業サービス